 主要生产经营:压铸铝,锌合金压铸,冷室压铸,热室压铸,各种五金配件等五金工具
主要生产经营:压铸铝,锌合金压铸,冷室压铸,热室压铸,各种五金配件等五金工具

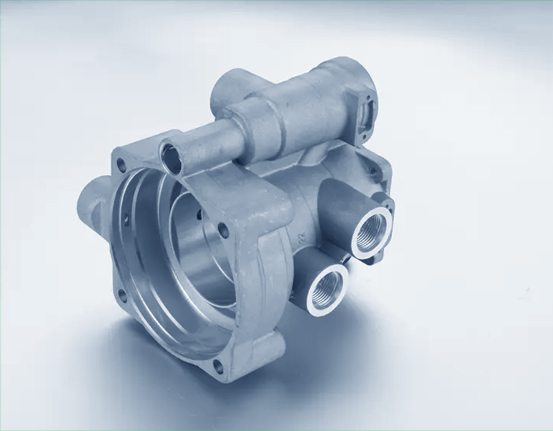
压铸铝合金含有中Si为6.5%~7.5%,高的Si含量使材料在压铸过程中具有良好的流动性。压铸铝质量轻、机械强度好、导电,导热性能好、无磁性,且可利用压铸技术铸造尺寸精度高的复杂零件。但压铸铝合金电镀层附着力差,耐蚀性能有待提高,从成本和功能上 可以考虑电镀彩锌和铬酸盐处理。

产生原因: ①模具型腔表面有损伤;②出模方向无斜度或斜度过小;③顶出不平衡;④模具松动:⑤浇铸温度过高或过低,模具温度过高导致合金液粘附;⑥脱模剂使用效果不好:⑦铝合金成分含铁量低于0.8%;⑧冷却时间过长或过短。
特征: ①铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势;②冷裂隙开裂处金属没被氧化;③热裂一开裂处金属已被氧化。
特征: 铸件表面上有与金属液流动方向一致的条纹有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。

特征: 铸件表面上呈现出不同的颜色及斑点。 产生原因: ①不合适的脱模剂;②脱模剂用量过多,局部堆积;③含有石墨的润滑剂中的石墨落入铸件表层;④模温过低,金属液温度过低导致不规则的凝固引起。

特征: 铸件表面有米粒大小的隆起表皮下形成的空洞。

特征: ①整体变形或局部变形;②压铸件几何形状图纸不符。
特征: 压铸件表面有明显的、不规则的、下陷线性纹路(有穿透与不穿透两种)形状细小而狭长,有的交接边缘光滑,在外力作用下有发展的可能。
特征及检查方法: ①解剖或探伤检查,孔洞形状不规则、不光滑、表面呈暗色;②大而集中为缩孔小而分散为缩松。

特征: 铸件表面有浇不足部位;轮廓不清。 产生原因: ①流动性差原因;②合金液吸气、氧化夹杂物,含铁量高,使其质量差而降低流动性;③浇注温度低或模温低;④充填条件不良;⑤比压过低;⑥卷入气体过多,型腔的背压变高,充型受阻;⑦操作不良,喷涂料过度,涂料堆积,气体挥发不掉。
特征及检查方法:解剖后外观检查或探伤检查,气孔具有光滑的表面、形状为圆形。
特征及检查方法:①解剖或探伤检查,孔洞形状不规则、不光滑、表面呈暗色;②大而集中为缩孔小而分散为缩松。
骏辉微信公众号
 冀公网安备 13108102000551号
冀公网安备 13108102000551号